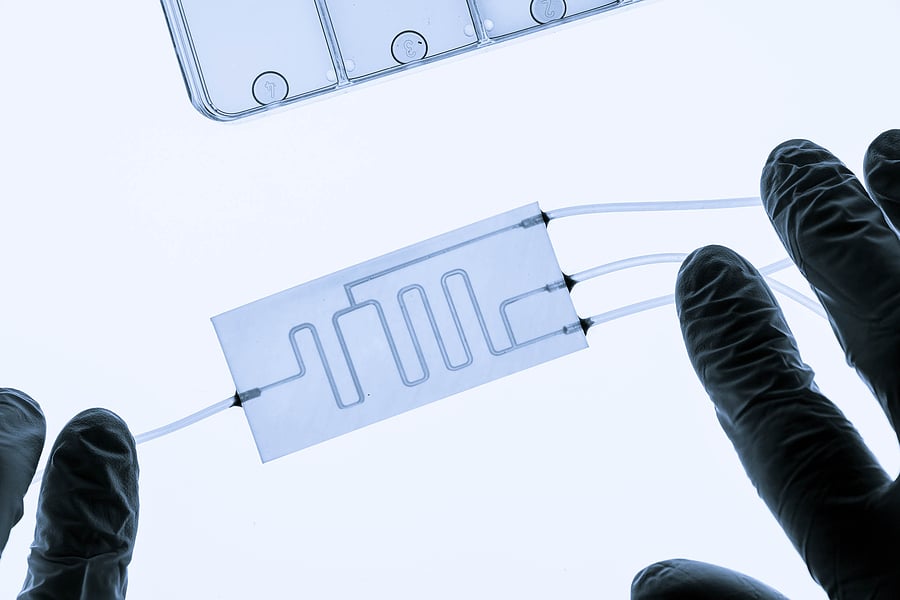
When comparing low-pressure plasma and atmospheric plasma for activation and bonding of PDMS (polydimethylsiloxane) for microfluidic device manufacturing, low-pressure plasma has many advantages. This article will compare these two plasma activation technologies as applied to bonding microfluidic devices. Our focus in the area of plasma surface activation control, range, resolution, and uniformity will be the focus of our discussion.
Controlling key plasma process parameters in a low-pressure plasma system and an atmospheric plasma source at first glance look like they are the same. However, low-pressure plasma activation has an advantage over atmospheric plasma in control. This is due to ease in changing key process settings in an automated low-pressure plasma system vs. not being able to do the same with an atmospheric plasma source.
 Changing process variables of a low-pressure plasma system like; gas settling time, pressure, gas flow, power, time, and venting is relatively easy. Each of these process variables is controlled by changing a program process control variable. The best way to control these program variables is to have a computer or small programmable logic controller store a program of desired optimized process settings. This way, a low-pressure plasma activation process can be easily optimized and repeated.
Changing process variables of a low-pressure plasma system like; gas settling time, pressure, gas flow, power, time, and venting is relatively easy. Each of these process variables is controlled by changing a program process control variable. The best way to control these program variables is to have a computer or small programmable logic controller store a program of desired optimized process settings. This way, a low-pressure plasma activation process can be easily optimized and repeated.
Controlling key process parameters of pressure, gas flow, and power in an atmospheric plasma source are not typically available. This is because these parameters are locked in an atmospheric plasma source to produce a stable, repeatable atmospheric plasma reaction. Sustaining a plasma reaction at atmospheric pressure is more difficult due to the higher impedance of the plasma gas. Change the gas flow too much in an atmospheric plasma source, and the plasma process stops. Changing power level too much in an atmospheric plasma source and the plasma stops or reactor components experience a shortened lifetime. Due to these equipment design constraints, plasma control is limited in atmospheric plasma sources to optimize reliability or equipment uptime.
When we discuss the range of plasma activation or treatment, we mean a shift in surface energy of a PDMS or silicon-containing mating part. This range in surface energy change is determined by measuring the contact angle at the surface. Low-pressure plasma and atmospheric plasma are typically able to produce single-digit contact angles in these materials. So, the range of treatment in most activation applications like this is close in comparison. There are times when a low-pressure plasma system can produce lower contact angles over an atmospheric plasma source. These parameters should be tested and verified in your materials.
Process resolution of a low-pressure plasma activation process is better than an atmospheric plasma activation process. This is due to the ability to control and optimize each parameter in a low-pressure plasma process. Sure, you can control the height of an atmospheric plasma source over a substrate to be treated or activated. Sure, you can control the speed of an atmospheric plasma source in mm per second over a substrate to be treated. But you do not have the resolution to control all key process variables in the same way as you do for controlling a low-pressure plasma process.
When you consider the process uniformity of a low-pressure plasma activation process over the uniformity of an atmospheric plasma process, a low-pressure plasma system has much better uniformity. This is because atmospheric plasma sources produce plasma in an oscillator with a stream or jet of gas in a plasma state that is spayed over a part or surface to be treated. A sprayed plasma jet is not uniform in plasma density in the treatment cross-section over an area. This treatment cross-section is also difficult to characterize as you move an atmospheric plasma source over an area. This non-uniformity is why low-pressure plasma activation has better uniformity over atmospheric plasma activation when applied to producing a microfluidic device.
A significant advantage of treating parts in a low-pressure plasma system is the ability to leave or store them in a vacuum chamber in the absence of atmosphere after activation. This allows parts to remain at that activated state until it is time to be bonded. This would minimize the time between optimal states of activation and bonding. This allows a user to create the best bond possible and the best device bond strength that could be produced.
There are many advantages of using a low-pressure plasma system to activate PDMS over an atmospheric plasma system. The control and uniformity that a low-pressure plasma system offers are far superior to that of atmospheric plasma. Low-pressure plasma activation surface energy of microfluidic device components is more suited to producing and optimizing covalent bonding in finished devices. Low-pressure plasma activation systems are currently standard for bonding PDMS to any silicon-containing substrate.
To learn more about the best practices for plasma activation of microfluidic devices and PDMS, please read our eBook titled "How to Improve Burst Pressure and Yield in Microfluidic Devices."

Comments