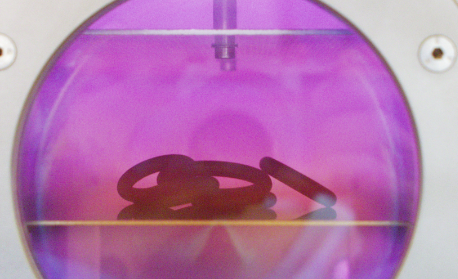
La deposición química de vapor asistida por plasma (PECVD) con el fin de aplicar un recubrimiento de baja fricción es una aplicación común de esta tecnología. El requisito de cambiar la energía superficial de un sello elastomérico, una junta tórica o un componente que posee una superficie pegajosa con el fin de facilitar el ensamblaje, o permitir que se coloque en un alimentador vibratorio, se aplica a menudo en la industria.
El proceso de aplicación de un recubrimiento de baja fricción se realiza en un sistema de plasma de baja presión. Este proceso se puede realizar en una bandeja de piezas planas o a granel en un contenedor o tambor giratorio. Primero, el proceso por lotes se limpia y activa por plasma para garantizar que el recubrimiento tenga una superficie limpia y activa a la cual adherirse. Luego, el lote de piezas se expone a un proceso por plasma para aplicar la química de proceso deseada que se requiere para recubrir el material de baja fricción de elección sin romper el vacío. Estos recubrimientos pueden ser de una variedad de materiales similares al politetrafluoroetileno (PTFE), al dióxido de silicio (SiO2) o carbono, o recubrimientos de carbono mejorados. Existen una gran cantidad de opciones para la optimización de la superficie para aplicaciones de baja fricción.


Control Cabinet:
W 310 mm H 330 mm D 420 mm
Chamber:
Ø 3.9 in, L 10.9 in
Chamber Volume:
2
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
Touch Screen

Control Cabinet:
W 600 mm H 1700 mm D 800 mm
Chamber:
Ø 3.9 in, L 10.9 in
Chamber Volume:
2
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
PC

Control Cabinet:
W 560 mm H 600 mm D 420 mm
Chamber:
Ø 5.9 in, L 12.6 in
Chamber Volume:
5
Gas Supply:
2 gas channel via needle valve
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
Semi-Automatic

Control Cabinet:
W 600 mm H 2100 mm D 800 mm
Chamber:
W 15.8" x H 23.6" x D 24.6"
Chamber Volume:
150
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
Touch Screen

Control Cabinet:
W 600 mm H 1700 mm D 800 mm
Chamber Volume:
120
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
PC

Control Cabinet:
W 600 mm H 2100 mm D 800 mm
Chamber Volume:
600
Gas Supply:
Mass flow controllers
Generator:
1 pc. with 40 kHz
(optional: 13.56 MHz or 2.45 GHz)
Control:
PC

 Thierry Germany
Thierry Germany